



























Corrosion Prevention in Steam Boiler Systems
The most common failure and repair issue is the damaging effects of corrosion – it is estimated that the cost of boiler repairs due to corrosion can be in the order of $50,000 to over $1m, plus cost of time off hire.
The majority of Marine steam boiler systems operate using high quality supply from on board evaporator systems. This quality of water helps to greatly reduce the problems associated with scale deposition and overheating. The most common failure and repair issue is the damaging effects of corrosion. It is estimated that there are many cases of failure and repairs due to boiler system corrosion notified to Class Society’s each year. The cost of boiler repairs due to corrosion can be in the order of $50,000 to over $1m, plus cost of time off hire. These significant costs often go unrecognized as many are covered by insurance claims. However, in the end, the marine industry will bear the cost, reflected back in higher insurance and deductible costs.

The cost of boiler repairs due to corrosion can be in the order of $50,000 to over $1m, plus cost of time off hire. These significant costs often go unrecognized as many are covered by insurance claims.
Effects of Corrosion
In the steam boiler system, the primary routes for corrosion are due to the presence of oxygen in the feed, boiler and condensate waters and the risk of acidic type corrosion due to reduced pH in the condensate water. These types of corrosion are localised and aggressive and can quickly degrade metal pipework and lead to failure.
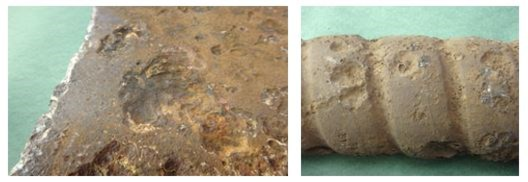
Examples of Pitting Corrosion on boiler tube
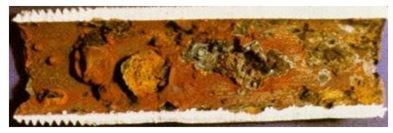
Example of Condensate Line Corrosion
To control the risk of the corrosion we must take a quality approach to the problem:
- Assess the risk
- Select the optimum boiler treatment programme
- Apply the best chemical application approach
- Implement a good monitoring and control scheme
- Ensure that crew are adequately trained
Assessing the risk of corrosion
In considering the risk of corrosion, the primary factor is to have and understanding of the amount of oxygen that is entering the boiler water system. Fig.1 shows that this is related to the temperature of the boiler feedwater. It is important to aim to achieve a boiler feedwater temperature in the range 85 to 95oC to reduce the available dissolved oxygen to around 2.3 to 1ppm. We must take care not to have too high a feedwater temperature as this may give rise to cavitation on the feed pump impellers.
Other methods of physio/mechanical treatment such as de-aeration can also be considered. Such equipment can reduce the dissolved oxygen level to around 0.01ppm. However, space restriction and cost usually limit installation on board ship.




